-
THE PROCESS -
THE PROCESS
PTA process is characterized by the use of a high density plasma
arc as a heat source. The arc is formed between a non consumable
electrode located within the body of the torch, and the work piece.
The surfacing metal is added as powder.
Argon gas forms the plasma and transports the metal
powder. A mixture of Argon with hydrogen up to 10
% shields both overlay and adjacent base
metal from oxidation.
The nozzle in the torch constricts the plasma arc
in
an extremely columnar shape. This constricted
plasma arc exhibits a very high thermal intensity,
which makes it easier to concentrate the heat to
the weld zone and to melt the filler metal more
rapidly and efficiently.
Better thermal control results in a more consistent
quality during welding and avoids overheating the
work piece.
One major advantage of metal powder as a
welding consumable when compared with wire or
rod, is that it can be fed continuously through the
arc to the weld pool.
This enables the deposit to
solidify more evenly giving a better surface
appearance and reducing weld porosity.
- THE EQUIPMENT
TBA produces two models. PTA 200 for manual
applications that basically include the manual
torch, the power supply, control unit, powder
feeder and cooling system, and PTA 150 for
automatized processes that consists of the same
elements as the manual version plus a torch
oscillator and manipulators for the work piece. The
PTA 150 torch works mounted on the oscillator
arm.
- ADVANTAGES
The process offers a combination of advantages
that is not matched by any other welding method
for applying wear resistant coatings.
The main advantages are:
- The ability to apply tailor-made metal alloys that
are only available in powder form.
- Low dilution and penetration, which reduces
welding filler costs.
- A unique weld quality with homogeneous and
pore-free structure.
- Easily mechanized and provides close control
weld-profile.
- High deposition rates.
- Deposits between 0.01 and 0.250 inches (0.25 to
6.4 mm) thick can be produced rapidly in a single
pass.
- COATING MATERIALS
Most currently used metal powders applied by this
method can be classified as follows.
- Nickel Alloys (Ni-Cr-Si-B and Ni-Cr-Mo types).
- Cobalt base alloys (CoCrWC Stellite Types).
- Iron base alloys (Austenitic Types, Martensitic.
- Types, High carbon types, Stainless steels types,
aggregatedWCtypes).
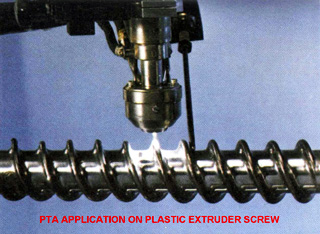
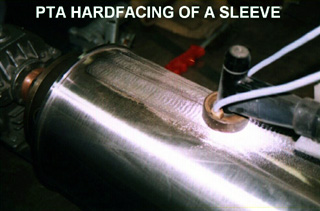
- TYPICAL APPLICATIONS
- Moulds and accessories for glass industry
- Diesel Engines Crossheads
- Extruder's screws
- Extrusion plungers
- Pump bushing
- Gate Valve inserts
- Oil drill tool joints
- Valve seats
- Wear rings
- Engine Valves
- Fluid Valves
- Steel work rolls and cylinders
- Hot Forging Dies
- Blades and knives
- ELECTRONIC OSCILLATOR
|